| 1. Визуально проверьте блок цилиндров на отсутствие
ржавчины, коррозии, трещин или любых других дефектов.
|
2. Измерьте диаметры цилиндров
в диаметрально противоположных направлениях, в трех уровнях
по высоте цилиндров:
- Уровень 1 – В месте расположение компрессионного кольца
№1 при установке поршня в ВМТ;
- Уровень 2 – в средней части цилиндра;
- Уровень 3 – у основания цилиндра.
|
3. Если диаметры цилиндров превышают допустимые значения, имеют
овальность или конусность или поверхность цилиндров повреждена или
имеет выработку, блок цилиндров необходимо расточить и установить
новые поршни и поршневые кольца ремонтного размера.
- Номинальный диаметр цилиндра: 84,00–84,04 мм
- Максимально допустимая овальность и конусность цилиндра:
не более 0,02 мм
4. Если в верхней части цилиндра имеется ступенька, срежьте ее
специальным инструментом.
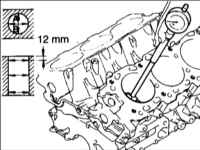
5. В качестве запасных частей поставляются поршни четырех увеличенных
размеров: 0,25, 0,5, 0,75 и 1,00 мм.
6. При расточке цилиндров до ближайшего увеличенного размера, выдержите
зазор между поршнем и цилиндром и убедитесь, что поршни имеют тот
же увеличенный размер. Измерьте наружный диаметр каждого поршня
под углом 90° к поршневому пальцу, на расстоянии 12 мм от юбки поршня.
Зазор между поршнем и цилиндром: 0,010–0,030 мм
7. Проверьте блок цилиндров на отсутствие повреждений и трещин.
|
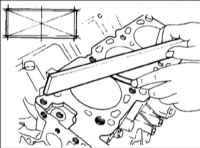
8. Металлической линейкой
и щупом в шести направлениях проверьте плоскостность сопрягаемой
поверхности блока цилиндров.
- Отклонение от плоскостности: 0,03 мм
- Максимальное отклонение от плоскостности: 0,1
мм

|
Привалочная поверхность для прокладки блока цилиндров
после перешлифовки должна уменьшить высоту блока цилиндров
не более чем –0,2 мм. |
|
|



