|
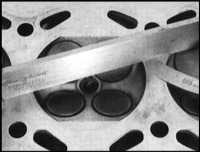
1. Осмотрите тарелку каждого клапана
на предмет обнаружения точечной коррозии, прогаров, трещин и общего
износа. Осмотрите штоки клапанов на предмет обнаружения царапин
и износа краев. Повращайте клапан на плоской поверхности с целью
обнаружения наличия искривлений. Проверьте, нет ли коррозии и чрезмерного
износа на кончике штока каждого клапана. В случае обнаружения повреждений
или износа, замените клапан.
|
|
2. Если на данной стадии состояние клапана
кажется удовлетворительным, измерьте диаметр штока клапана в нескольких
точках с помощью микрометра. Наличие расхождений между различными
измерениями указывает на износ штока клапана. В этом случае клапан
должен быть заменен.
|

|
3. Если клапаны оказались в хорошем состоянии,
они должны быть опущены на свои седла с целью проверки их гладкости
и газонепроницаемости. Если седла имеют признаки лишь легкой точечной
коррозии или были проточены, то им необходима лишь обработка с помощью
тонкой притирочной пасты. Грубая притирочная паста не должна использоваться
для притирки клапанов, разве что седло слишком сильно прогорело или
имеет глубокую раковину. В случае обнаружения признаков таких повреждений
головка цилиндров и клапаны должны быть предоставлены для осмотра
специалистам, которые решат, достаточно ли проточки седла или требуется
замена клапана с установкой нового седла клапана (если возможно).
4. Притирка клапанов производится следующим образом. Установите головку
цилиндров вверх ногами на верстак.
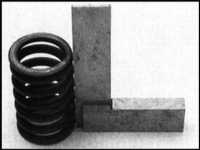
5. Смажьте поверхность седла клапана притирочной пастой требуемого
сорта и прижмите присасывающийся притирочный инструмент к тарелке
клапана. С помощью возвратно-вращательных движений притрите головку
клапана к седлу, периодически приподнимая клапан для перераспределения
притирочной пасты. Для облегчения этой операции под головку клапана
может быть помещена легкая пружина.
6. При использовании грубой притирочной пасты следует производить
притирку только до появления ровной матовой поверхности, как на седле
клапана, так и на клапане, затем паста должна быть удалена и процесс
повторен с тонкой пастой. Процедура протирки считается законченной
при образовании гладкого неразрывного кольца светло-серого матового
окраса на поверхности клапана и на поверхности седла клапана. Не производите
притирку дольше, чем это необходимо - это может привести к преждевременному
износу.
7. После окончания притирки всех клапанов тщательно смойте следы притирочной
пасты с помощью керосина или другого подходящего растворителя перед
тем, как приступить к сборке головки цилиндров.
|
|
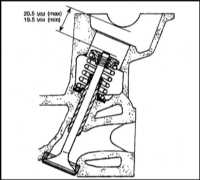
8. Для проверки правильности работы гидравлических
толкателей клапанов необходимо произвести измерение расстояния от
торцов штоков клапанов до поверхности подшипников распредвала. Полученная
величина должна лежать в определенных пределах. Данная процедура
может быть произведена с помощью специального измерительного инструмента,
имеющегося в распоряжении представительств фирм SAAB, однако альтернативно
такое измерение может быть произведено с помощью стальной линейки
или прямого шаблона. Путем установки каждого клапана в его направляющую
втулку по очереди и измерения расстояния между торцом штока клапана
и поверхностью подшипника распредвала, удостоверьтесь, что полученные
значения лежит в пределах, установленных Спецификациями.
|
|
| 9. Если измеренная величина лежит вне пределов,
установленных Спецификациями,
должна быть произведена регулировка положения концов штоков клапана
или высоты седел клапанов. В случае превышения нижнего предела, длина
штока клапана должна быть уменьшена, в случае превышения максимально
допустимого значения должно быть обработано седло клапана. Обратитесь
за советом в представительство фирмы SAAB или к специалисту по восстановлению
двигателей.
|